在测量的过程中,将轴转动到9点钟方向、3点钟方向、12点钟方向位置时,激光光束发生的任何相对偏移,表明了某种类型的不对中状况。显示单元内的程序根据这个相对移动量逻辑计算出不对中的数值及所需的调整值,并且建议如何进行修下。在显示屏左止方的圆圈符号会提示每一个测量步骤下,测量单元所需处于的位置。
在四向水平仪的帮助下,将测量单元调整到9点钟的位置,按确认键进行测量。将测量单元调整到3点钟的位置,按确认键进行测量。将测量单元调整到12点钟的位置,按确认键进行测量。在最后一步的测量被确认后,对中仪显示机器在垂直方向上的不对中测量值。显示屏幕上的第一个数表示两根轴的轴心线上测量平面上的角度偏差(表示为1mm/100mm)显示单元的屏幕上的第二个数表示两根轴的轴心线在垂直平面上的平行错位值。以上这两个数值表明了联轴器处在垂直平面上的不对中数值。如果需要看水平方向的不对中数值,则将测量单元调整到3点钟或9点钟的位置,对中仪这时显示单元屏幕上的数值为水平方向的不对中数值。
 为了确保机器对中的准确性,在完成对中的调整后再做一次测量。这时,只需按“上一步”键,直到回到测量的第一步,然后按上述操作进行即可完成对中。
为了确保机器对中的准确性,在完成对中的调整后再做一次测量。这时,只需按“上一步”键,直到回到测量的第一步,然后按上述操作进行即可完成对中。
应用实例
由于青海盐湖工程施工条件的原因空气压缩机先采用传统的方工进行对中;在以往的对中过程中,大多采用双表法或是多表法进行对中。但在本工程中由于空气压缩机两轴端的两个联轴器之间的距离较长,使用单表法可获得比双表法或多表法更理想的对中效果。由于联轴器之间的距离过长,我们自行设计了表支架具体如下图所示:
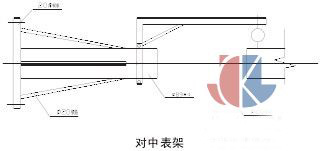
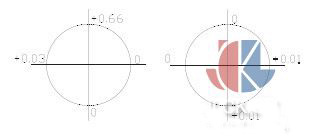
根据现场的实际情况,我们实地测量了对中表架的挠度值,然后用单表对中法,通过复杂的计算,经过反复近六次的调整,用时4天的时间最后达到厂家要求的对中值。最后的对中结果如下图所示:
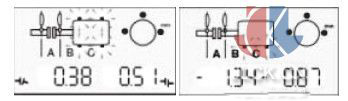
 国外专家到现场后,使用激光对中仪进行复测,按上述激光对中使用方法进行了测量,结果用时3个小时进行了两次调整。达到了设计要求的范围。测量数据如下:
国外专家到现场后,使用激光对中仪进行复测,按上述激光对中使用方法进行了测量,结果用时3个小时进行了两次调整。达到了设计要求的范围。测量数据如下:
输入激光对中仪的三个尺寸A=1440,B=600,C=1730
垂直方向:0.026/1000.669+0.289-0.21
水平方向:0.012/200+50.006
5.传统对中方法与激光对中仪的比较